媒体:原创 作者:林机协会
专业号:林机协会
2021/2/5 11:05:02
登录
- 手机专业圈
 m.quanpro.cn
m.quanpro.cn - 电脑专业圈电脑专业圈请在电脑端访问:
www.quanpro.cn - E-file管理后台
m.quanpro.cn中国林业机械协会副秘书长 盛振湘
1. 人造板产业的形势与压力
人造板是最具发展潜力的木质林产品,也是中国重要的板材出口产品种类。受国际政治形势和贸易壁垒经济政策等因素的影响,近年来人造板出口产品呈增速不断下滑的趋势。
新冠疫情正在改变人们的生活方式,居民对健康生活的关注度越来越高。绿色产品、绿色制造将是人造板产品未来的发展方向。
在企业生产环节,国家对环境保护要求不断严格,人造板生产成本在持续提高。
在市场方面,企业虽已经复产复工,但疫情原因造成家装市场出现停滞,需求减少;与此同时,用户对产品越来越挑剔,造成销售量锐减和库存量增加。
行业发展的出路在哪里?随着我国经济发展进入新常态,人造板行业应转变发展方式以适应市场需求,开发新的环保、安全生产的装备 , 开发有效降低能耗的生产工艺就成为人造板装备制造创新发展的方向和动力。
2. 人造板行业创新技术开发
2.1 技术创新的发展过程。人造板产业的创新技术都是在前工艺与装备技术的基础上,进行别行业技术的借鉴与相关技术交合而发展起来的。
回顾其技术创新发展过程:胶合板是最早的人造板产品,用旋切后的单板涂胶,按木纹方向纵横交错配成的板坯,在加热或不加热的条件下压制而成。胶合板制造技术建立了人造板生产的幅面尺寸标准和层压工艺。纤维板的生产工艺借鉴了造纸工艺,并应用了胶合板的压制技术。刨花板也在胶合板的层压技术的基础上,同时借鉴了纤维板的单元体细化技术而开发。比松 - 门德(Mende)法辊压连续压机刨花板和纤维板生产线,是借鉴了橡胶硫化热压技术完成。连续平压热压刨花板、纤维板、OSB/LVL 生产线,也借鉴塑料、合成材料叠层连续热压技术进行了进一步的开发。
2.2 创新技术的开发动力。动力来自三方面:一是市场的新需求,包括消费者的喜好、产品的流行趋势等。二是专业技术的引导:根据板种材料的特性改进,以及根据工艺方法的优势改进。三是适应产业发展的要求:产品的安全健康以及生产方式的环保进步。
3. 人造板创新技术探讨
人造板产品特性分析。人造板产品的理想目标:是在木质感良好的状态下,具备优异的结构均质度,见图 1。比较典型的工艺交合案例有:
a. 采用胶合板旋切单板工艺,运用重组材碾压工艺处理,形成单板重组材创新技术。在保持木质感的前提下,提高了结构均质度。
b. 可饰面 OSB 在保持木质感的状态下,提高了板面结构均质度。
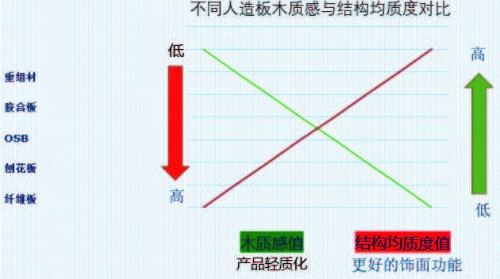
图 1 不同人造板木质感与结构均质度对比
3.1 刨花板
1)近年来,家具及装饰装修用刨花板创新技术进程的回顾,见图 2。

图 2 家具及装饰装修用刨花板的创新技术进程
超强刨花板应该是一个商业名称,从人造板命名以加工单元体来体现,认为应该叫:
长片刨花板——具备较高比例的长厚比比值高的细长刨花的刨花板。
2)长厚比值大的长片刨花板生产的技术关键刨花制备工艺控制。包括多刨片机低进料量生产管控、缩短刨刀作业时间的工艺控制(见图 3)、适应长片刨花生产的削片机刨片机的结构与参数调整(进料速度匹配、刀片数量、削、刨片机旋转速度)等。
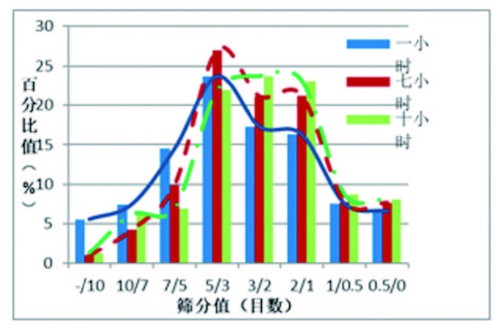
图3 缩短刨刀作业时间的工艺控制
3)对刨花筛分工艺改进
a)刨花筛分机理:刨花层先松散、后分层、再透筛
优质长片刨花影响筛分效果:阻碍分层,影响透筛率
解决方案:采用二次筛分工艺——先使用(滚网筛)大孔筛,分离长片刨花,后使用正常筛选机分选粗细料及粉尘。
b)从刨花板工艺发展历程来分析:
优质的刨花板不是仅取决芯层大刨花的多少,而是取决于表芯层大刨花形态系数值大的刨花的多少。生产优质刨花板,除芯层需要较多的长厚比值大的大刨花,以提高刨花板的强度;表层如果也有较多长厚比值大的小刨花,更能提高刨花板的性能,表层刨花的质量,也应引起广大生产工艺人员的重点关注。
超大刨花处理,建议由打磨机改为小产量刨片机。
c) 通过废单板进行切断后,进行刨片的工艺试
验,见图 4 证明:一定厚度的刨花,在设定的刨切角与刨切速度的情况下,能刨切出更薄的小刨花,如下表:
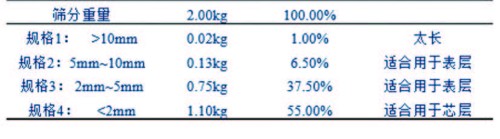



图4 单板刨切试验
4)为了保证优质刨花的高得率,对削片后的木片可通过专门设计的木片分级筛,将木片分为长木片、中木片、短木片,根据木片流量的要求配置,分别进入已匹配设计的不同刀片和叶片数量的对应各自木片长度和产能要求的刨片机,尽可能刨切出满足长厚比要求的长刨花、中刨花和短刨花,见图 5。
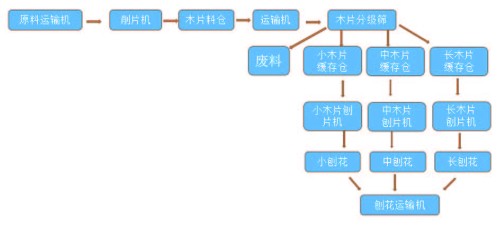
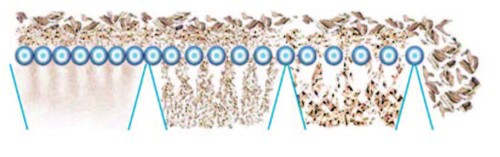
图 5:新型刨花制备工艺
5)拌胶工艺控制
扩大拌胶空间,延长搅拌时间;在减少长片刨花的破碎率的基础上,提高施胶的均匀性,采用二次拌胶工艺,见图 6。
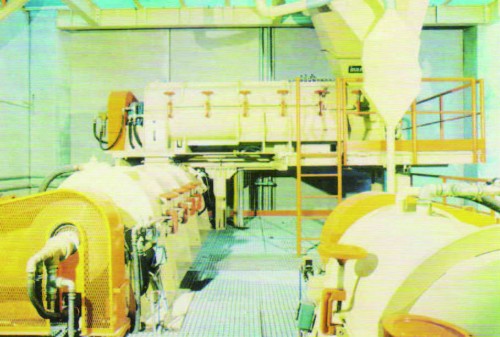
图 6 二次拌胶工艺
6)铺装工艺控制
OSB 用定向刨花的定向系数来表示定向率。
a) 角度表示法:定向刨花板表层若干刨花的定向角。
45-θ
f(θ)= ————
45
b) 方向特性表示法:定向刨花板平行(垂直)
方向的弹性模量;定向刨花板平行(垂直)方向的静曲强度。
MOEf=E 平 /E 垂; MORf=б 平 /б 垂
对于长片刨花板的铺装要求则要刨花的定向率低,任意定向,以免造成板的横向与纵向物理力学性能的差值太大。
3.2 纤维板
1)高密度薄纤维板饰面,与木质感强的轻质的胶合板(或 OSB) 组合的技术开发,适应规模化定制的板式家具需求,见图 7。

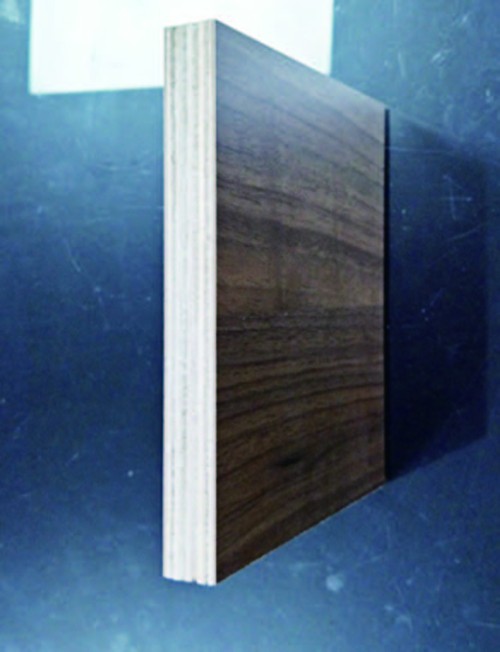
纤维板饰面 OSB 纤维板饰面胶合板
图 7 采用纤维板饰面的 OSB 与胶合板
保持胶合板的木质感—轻质化,保持纤维板优质贴膜功能,采用胶合板工艺,达到大幅面平整度的要求。比如:湖北宝源纤维板胶合饰面 OSB 的实践、山东鲁丽纤维饰面 OSB 设想、家具用纤维板饰面胶合板的应用等。
2)薄中高密度纤维板生产的胶团分离技术探讨连续压机压制薄中高密度纤维板除需增加重压机预压板坯外,另一个技术关键是需尽可能剔除板坯中的胶团,以免影响板的质量和钢带受损。采用带打散辊的气流分选机,并增大打散辊面积,见图 8。
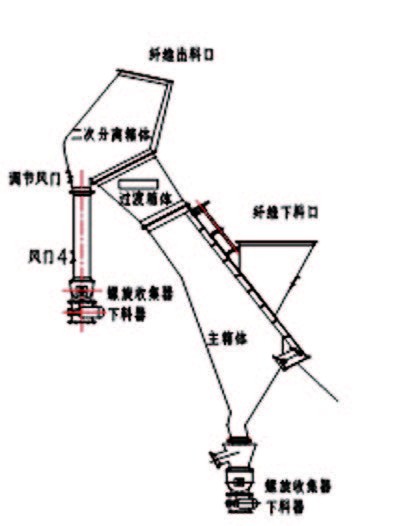
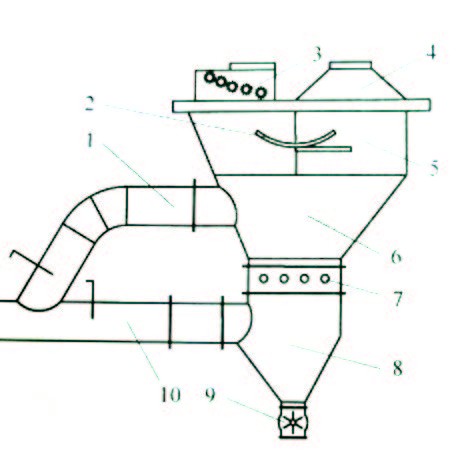
1 新结构(应在纤维下料口增加打散辊) 2 老结构(纤维下料口有打散辊)
图 8 纤维分选器新老结构
3)异氰酸酯无醛中高密度纤维板生产工艺完善针对 MDI 胶的要求进行连续压机进料段的优化,见图 9;加长的压力调整更灵活的进料高压区的布置,见图 10;新型板坯预热技术应用;满足MDI 工艺要求。
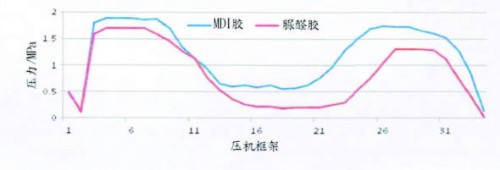
资料来源:广西三威
图 9 异氰酸酯无醛中高密度纤维板生产工艺曲线
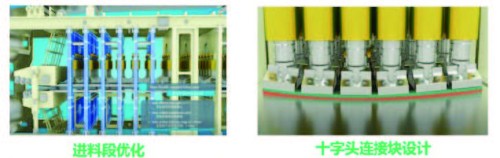
图 10 加长的压力调整更灵活的进料高压区改进
3.3 胶合板
1)胶合板连续生产林业工程难题的技术关键
a)现实原材料情况下的单板质量优化。包括:无卡旋单板厚度的均匀性;小幅面单板的干燥的自然凉晒的成本优势与低质单板的平整度和含水率要求(采用压制干燥的单板能保证含水率一致均匀性与合格的平整度)。
b) 无预压工艺的胶合板胶粘剂的研制。
c) 连续生产关键技术突破。包括:连续组坯技术的研发;胶合板连续压机开发。
d)全流程自动化设备研发。包括:单板各工段自动转运设备;原木检测与计量设备。
2)塑料饰面胶合板技术开发:胶合板上下表面通过热熔塑料覆盖,经连续平压压制饰面成型,见图 11。
3)优质胶合板模板及模架支撑的配套开发
a)国家绿色施工环保要求,建筑施工在强力推行高周转、好成型、少垃圾的铝合金建筑模板,但只用作标准层,且回收成高。
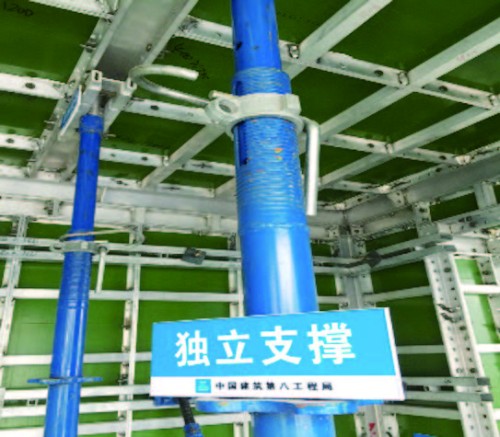
b)国外对地下及非标层、公建、大型水利、电力、桥梁设施还是以高档木模为主,并衍生出配套模架产品:木工字梁、钢框木模、铝框木模、桁架支撑、早拆体系、盘扣式脚手架等,见图 12。



c)金亨木业一直坚持自主研发生产制造优良的建筑模板,为打造中国建筑用模整厂化配套生产,金亨木业已开始整合几个国内有影响的模架支撑厂家配套出品,成功应用:北京大兴国际机场、冬奥会主副场馆、亚洲投资银行、北京国际环球影视城、及国内外一带一路重点项目……
d)近期金亨在唐山曹妃甸启动新项目,打算做中国的“建模”整厂化配套生产,来推进和带动中国木建筑模板生产企业的能力、质量及水平的提升。
4. 人造板装备的创新技术实践
4.1 人造板生产线的智能控制技术开发
1) 人造板连续压机生产线智能控制的突破口:
a)工艺控制要求与智能控制手段的融合。
——工艺师需要参数智能调控,系统师表现看板、表格、趋势与数据
b)满足智能控制需求的数据采集的完善不补充。
——连续压机生产注重工艺参数的采集,智能控制需全线运行数据的采集。
c)全流程自动化段点设备的开发与应用。
——生产各原料的自动计量设备
——压制品成板自动统计设备
——合格品自动统计设备
d)智能控制应用的切入口的选择(选择纲的问题,纲举目张)。
——生产效率管理(装板鼻)
——生产质量控制(成板厚度检测仪)
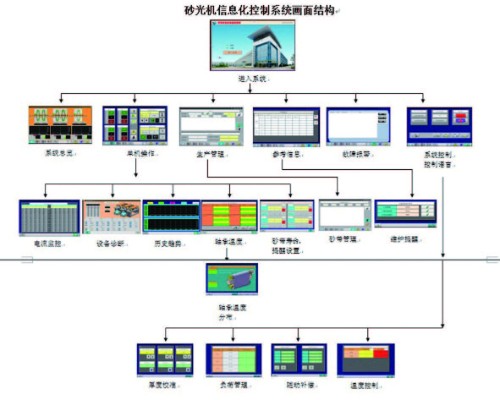
e)智能控制的系统软件与设备与工段自动化控制系统的数据关联与传输的瓶颈(信息孤岛现象 , 见图 13)。

图 13 智能控制系统数据与信息交互关联系统
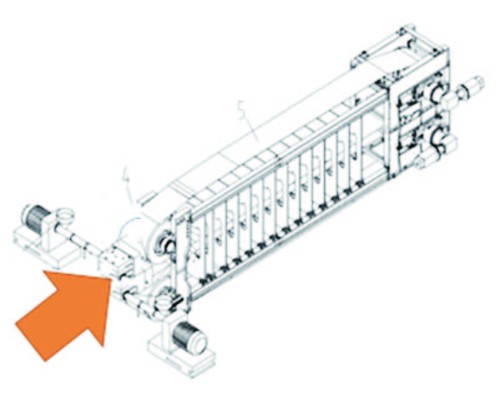
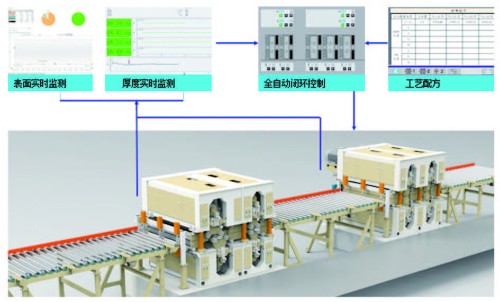
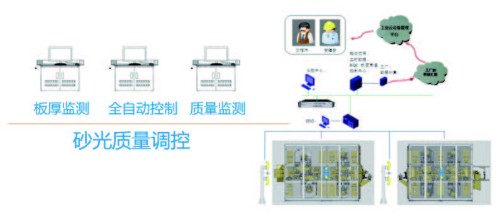
2)苏福马公司 V4i型宽幅砂光机智能控制技术。苏州苏福马公司新近开发的 2650mm 系列与2850 系列 V4i 型宽幅砂光机,实现了信息化 + 数字化调节 + 自动测量分等的全自动智能控制,见图14、15、16。
3)板面缺陷在线检测设备开发成功。
人造板板面砂光后的表面缺陷(主要是色差和划、裂纹)的高效检测,这一直困扰在人造板生产的难题已被攻破。
苏福马砂光板面缺陷智能检测系统,安徽立太自控设备开发了 LT90051-C02 型智能板面缺陷检测仪,昆山惠林机械开发了 BIDS1200/2440 人造板板面缺陷智能检测系统,见图 17。



4.2 胶合板连续压机研发
1)高厚度偏差的等压技术装备的研制
胶合板连续压机的最佳压制方式是先等压加压后等容加压,能保证板间贴合性好、产品密度低、强度高,还能使产品厚度均匀。
2)缩短热压时间的微波技术参数的选择
采用微波进行板坯预热,直接对表里同时加热,可提高热效率,缩短热压周期。
3)减少排汽时间的带冷却系统的连续压机开发缩短胶合板连续热压周期的另一条路径是在连续压机的后段增加冷却压制系统(见图 18),减少排汽时间,还能减少成品板变形。
4)低成板胶合板连续压机研制
胶合板压制的工作压力相对于刨花板和纤维板低,而传统的多层胶合板热压机的投资成本也低,为了使胶合板连续压机具备较好的竞争力,需开发低成本胶合板连续压机。
4.3 满足长厚比值高的长片高产量刨片机研制镇江中福马机械有限公司宽体刨片机研发:刀环直径 1600mm,刀片长度 600mm,产量 14-22 吨优质刨花。
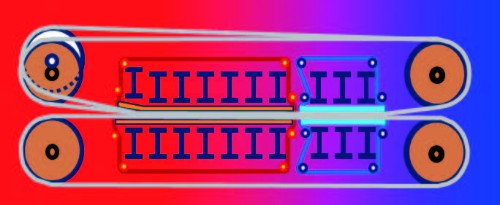
图 18 带冷却段的连续压机示意图
常州益林机械有限公司宽体刨片机研发:刀环直径 1400mm,刀片长度525mm,产量 8-12吨优质刨花。可适应大产能长片刨花板,普通刨花板,定向结构板两工段使用,完全可替代进口大产能刨片机,结束了大产能宽体刨片机依赖进口的局面,见图 19。


图 19 宽体刨片机研发
4.4 单板加工法 OSB 优质高速刨片机研发
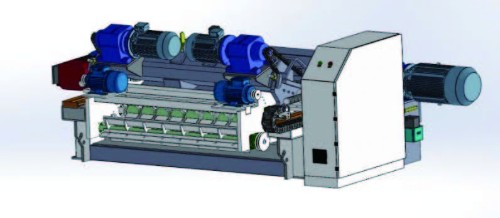
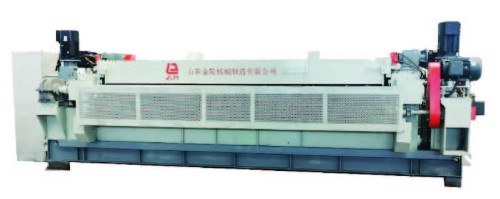
山东金轮机械公司和山东旋金机械公司利用生产单板旋切机的优势,进行创新研制,成功开发出单板旋切加工法生产 OSB 优质长刨花的高速旋切刨片机(见图 20),提高了优质刨花的得率;顺年轮刨切,刨花物理力学强度高,且结构均匀;如原材料允许,建议长片刨花板生产也可选用作为优质刨花的补充。
(第十九届全国人造板工业发展研讨会报告整理)
嘉宾背景 盛振湘,中国林业机械协会副秘书长,教授级高级工程师。中国林学会林业机械分会常务理事、全国人造板标准化技术委员会和中国林产工业协会专家咨询委员会委员。科技部国家重点专项编制及绩效评估专家组成员。主持设计人造板多层、单层热压机和连续式平压热压机等人造板关键主机近 20 台套。主持开发刨花板、中密度纤维板、麦秸板、定向刨花板、高密度模压门皮等人造板生产线 10 余条。获一项中国机械工程联合会学会科技进步贰等奖。负责制订国家行业标准LY/T1168《辊筒运输机》、LY/T2730《连续平压式热压机》。主持国家科技支撑计划课题“绿色制造关键技术与装备”,农业麦秸中密度纤维板示范线项目和主持承担国家 863 计划“人造板连续平压和精准控制技术”课题研究。组织完成产品研发信息化平台建设、完成 PLM、信息采集和容灾备份等系统开发。在《中国铸机》、《林产工业》、《中国人造板》、《中国林木机械》等学术杂志发表论文三十余篇。
| 我也说两句 |
| 版权声明: 1.依据《服务条款》,本网页发布的原创作品,版权归发布者(即注册用户)所有;本网页发布的转载作品,由发布者按照互联网精神进行分享,遵守相关法律法规,无商业获利行为,无版权纠纷。 2.本网页是第三方信息存储空间,阿酷公司是网络服务提供者,服务对象为注册用户。该项服务免费,阿酷公司不向注册用户收取任何费用。 名称:阿酷(北京)科技发展有限公司 联系人:李女士,QQ468780427 网络地址:www.arkoo.com 3.本网页参与各方的所有行为,完全遵守《信息网络传播权保护条例》。如有侵权行为,请权利人通知阿酷公司,阿酷公司将根据本条例第二十二条规定删除侵权作品。 |

